
本溪Horno de doblado de vidrio automotriz
类别:
本溪Otras Máquinas de Procesamiento de Vidrio
本溪Línea de Procesamiento de Vidrio Automotriz
产品描述

Estructura principal del equipo:
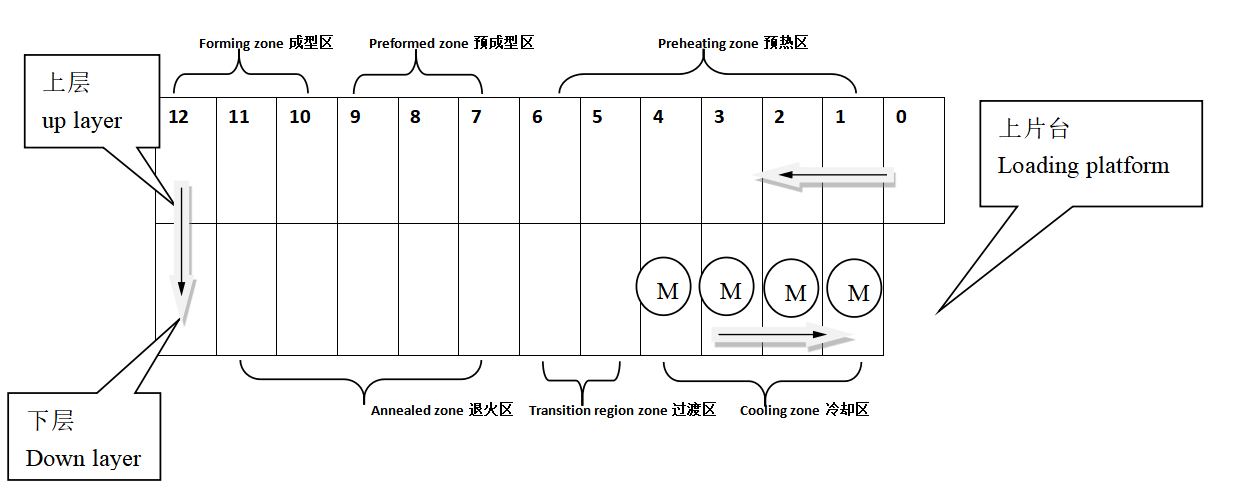
El horno de doblado en caliente continuo es una estructura combinada de todo el marco, que está soldada con acero en sección, con un total de 26 cámaras, 13 cámaras en la parte superior y 13 cámaras en la parte inferior. Hay mecanismos de elevación y descenso en ambos extremos del cuerpo del horno, y su forma de operación es una acción cíclica continua. La parte superior del horno de doblado en caliente continuo está aislada con lana de roca refractaria y material aislante de tablero de amianto de empresa conjunta nacional y extranjera, con un buen efecto de aislamiento. Debajo de la parte superior del horno está el elemento calefactor, desde la zona 0 que es la zona de espera, la zona 1-6 es la zona de precalentamiento eléctrico, la zona 7-9 es la zona de preformado eléctrico, y la zona 10-12 es la zona de formado eléctrico. El vidrio después del formado es impulsado por el mecanismo de elevación trasero a la capa inferior del horno para recocido y enfriamiento, y un conjunto de mecanismo de empuje de doble formado está instalado en las zonas 11 y 12, y el producto esférico grande se forma dos veces en el horno de doblado en caliente utilizando el mecanismo de empuje de doble formado (motor), para mejorar los problemas ópticos y de perfil del producto esférico grande.
Configuración principal del equipo:
Nombre
|
Marca
|
Acero
|
El cuerpo del horno adopta perfiles y placas de acero de alta calidad (acero al carbono Q235/Q345)
|
Algodón aislante térmico
|
uso de algodón de silicato de aluminio de alta calidad y tablero de fibra de silicato de aluminio
|
Reductor
|
SEW
|
Calefactor
|
El alambre de calefacción eléctrica adopta la marca KANTHAL
|
Computadora terminal
|
Advantech
|
PLC/Inversor
|
Omron Japón
|
Interruptores automáticos moldeados y contactores
|
Schneider
|
Microinterruptor automático
|
Schneider
|
Relé de estado sólido
|
Omron
|
Termopar
|
Anhui Tiankang
|
Termómetro infrarrojo
|
RAYTEK
|
Interruptor fotoeléctrico / interruptor de proximidad
|
Omron Japón
|
Parámetros técnicos principales:
SACBF-25-16-24 -E El horno de doblado en caliente continuo no solo es adecuado para la producción de pequeños lotes de múltiples variedades, sino también para la producción en masa de una sola variedad; al mismo tiempo, la producción de múltiples variedades, diferentes procesos de moldeo, diferentes esferas de vidrio automotriz. El rendimiento del doblado en caliente del vidrio está en una posición líder entre equipos similares de doblado en caliente. Tanto las propiedades ópticas como físicas han alcanzado un nivel superior en productos similares.
Rendimiento del producto, estándares de calidad |
Cumple con GB-9656(2021) vidrio de seguridad automotriz, requisitos europeos ECE R43/ ANSI Z-26, DOT estadounidense |
Tensión del producto
|
Tensión máxima de banda interior. < 6 MPa
|
M in. Compresión de borde
|
> 5 MPa
|
Tamaño mínimo del vidrio procesado |
1000*600, tamaño máximo: 2000*1500 (molde sin hinges/counterweights, con mecanismo de empuje de doble formado) , 2300*1400 ( molde con bisagras / contrapesos , sin mecanismo de empuje de doble formado )
|
Espesor del vidrio (Doble capa)
|
3.0~ 6.0mm |
Altura máxima del arco |
380mm |
Radio mínimo de curvatura |
110 mm |
Tasa de cambio |
<1. 5 mm/400 mm |
Máximo central hundimiento |
38 mm |
Rendimiento mínimo. |
97% |
Máximo fuera de forma |
±1 mm
|
Variación máxima de curvatura central |
± 2mm (hundimiento ≤15 mm) , ±3mm (hundimiento 15-30 mm) , ± 4mm (hundimiento >30 mm)
|
Temperatura del vidrio a la salida |
<80°℃(Texto <35℃) |
Capacidad |
1200 pares /24 horas ( 2mm+2mm ) , 900 pares /24 horas ( 3mm+3mm )
|
Tamaño del vagón |
longitud 2500mm, ancho 1600mm, altura 460mm |
Número de vagones |
24, adoptando estructura tipo caja completa |
Suministro de energía |
380V, 50HZ, 3 Fases+1N+1G |
consumo de energía |
10-14kw/h/m² |
aire comprimido |
3-6 bar aproximadamente 30 L/min |
sistema de control |
Control de frecuencia variable PLC e interacción de datos interfaz hombre-máquina |
La potencia total de diseño |
1742KW (la carga de potencia de calefacción del horno es 1642kw, + la carga total de potencia de movimiento es 100kw), y el uso promedio de potencia es del 60% |
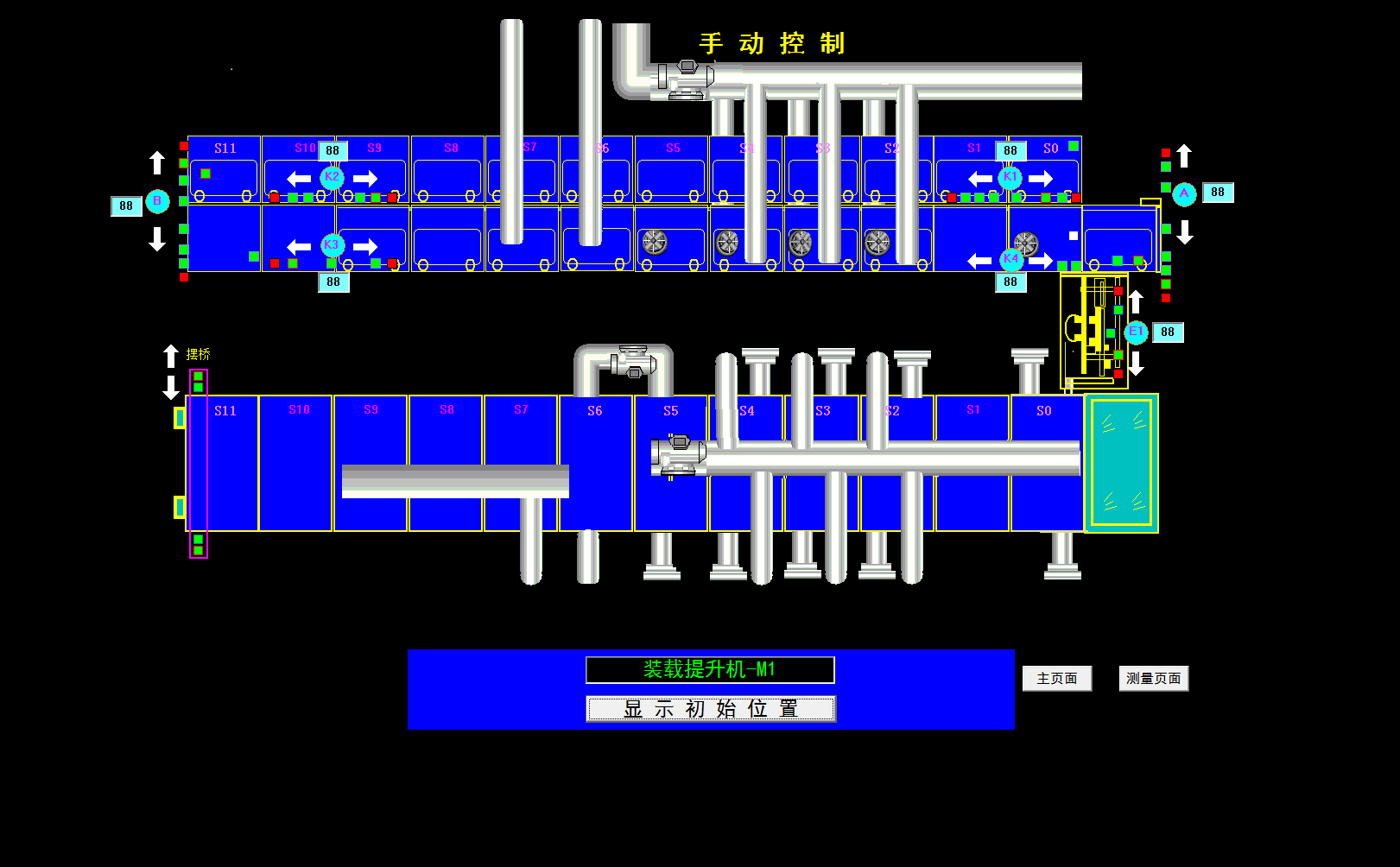
Diagrama del equipo:
Contáctenos
Shandong Glasino Machinery Co.,Ltd.
Dirección: A610, A915, Celebrity Plaza, distrito de Changqing, Jinan, provincia de Shandong
Teléfono: +86-531-87221996
WhatsApp: +86-15905314037
Fax: +86-531-87211521
Email: sales@glasino.cn
Website: www.glasino.cn